
 当前位置:
当前位置: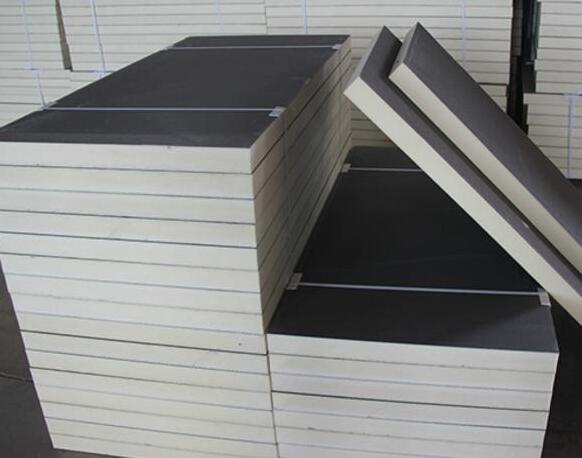

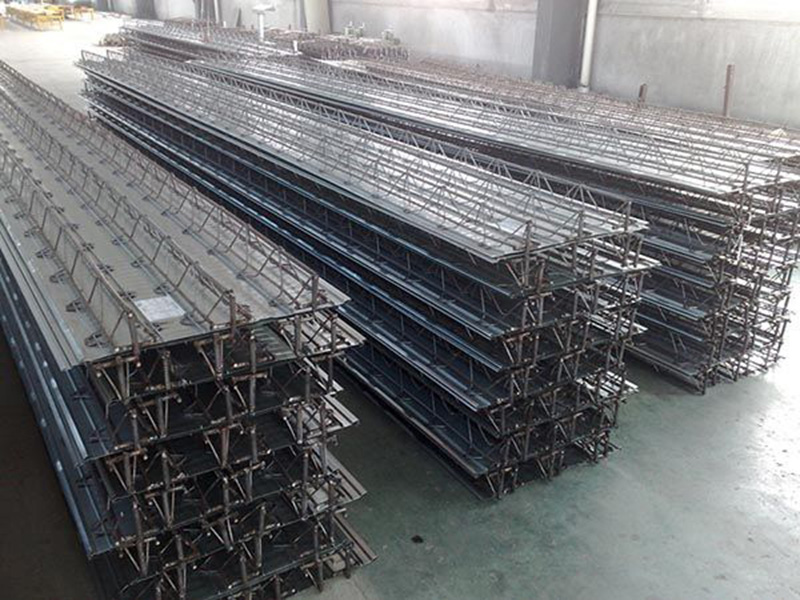
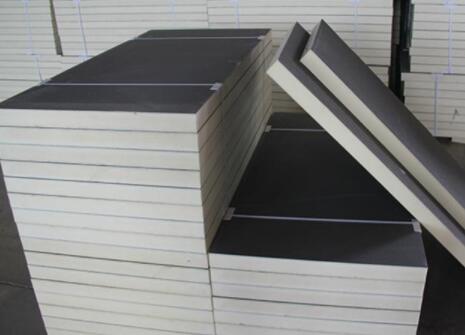
材连续生产线硬面层开卷机开卷机支撑并引导板材进入滚轴压型机中进行压型。开卷机有两个: 材连续生产线一个是用于低层面,另一个用于高层面。一个金属双开卷机可被任意添加到..个开卷机中 材连续生产线,允许进行少量的生产开卷 材连续生产线。装料小车装料小车用于在开卷机上装载板材。板材可以在开卷机上被装载, 材连续生产线在低速生产线上甚至只需使用一辆叉车进行装载。在更复杂的生产线上需要使用专门的装料小车。 材连续生产线钢结构的装料小车被固定在由液压驱动的轨道上。通过液压气缸驱动一个“V”形状的平台上下移动装载板材。 材连续生产线滚轮压型机选择合适的滚轮压型机不但能够获得所需的板材形状而且还可以节省板材的成本。所需板材的形状决定了滚轮压型机的设置:成型深度,轮廓设计 材连续生产线,板材的.大宽度和板材的具体接头设计(雄/雌接头;暗接头;冷藏接头)。预热炉预热炉用于加热定型的金属面到合适的温度以确保聚氨酯混合物均匀平整地膨胀 材连续生产线。金属面的温度控制对确保高质量的发泡板材是至关重要的。 材连续生产线不合适的温度可能会导致发泡密度的分配不均以及聚氨酯和金属面之间缺乏粘性。 材连续生产线.好使用热空气循环加热炉。
与低压机相比高压机主要有以下优点:- 更好地混合原料;- 更小巧的混合枪头;- 可在有限的地方安装;- 在生产结束后不用清洁剂(环保的清洁剂)清洗;混合系统包括一个低压预混装置和对多元醇进行计量,然后采用高压计量装置,但是比较贵。
这两种系统共同的优点包括 材连续生产线:- 高效监控所有的工作参数;- 由于使用专门的设备才能根据现行的法规 材连续生产线,使用环保的发泡剂替代氟里昂 材连续生产线
材连续生产线双履带系统包括聚氨酯泡沫发起过程和紧接着的固化阶段。除成型压力机之外, 材连续生产线双履带两面的金属履板都采用内连接,这样可使带有滚轴轴承的链条有着更高的承载能力 材连续生产线。板材停留在双履带上的时间是根据使用的原材料 材连续生产线和预先设置的板材厚度。 材连续生产线40 mm厚的板材需要大约2~3 min的停留时间 材连续生产线。材连续生产线连续的层压机在过去的几年里应用非常普遍, 材连续生产线因为聚氨酯和PIR被视为是其他绝热材料很好的替代品,它大大减小了建筑业中所用墙面的厚 材连续生产线度。在连续生产线上使用的戊烷成功替代了所有其它以氯氟化碳为基础的发泡剂,因而高消耗聚氨酯的技术转变成为了 材连续生产线环保的生产工艺。对高速层压机的需求实际反映了大生产规模的需要, 材连续生产线这也对设备的制造商和夹心板的生产者提出了有趣的挑战 材连续生产线。


 微信扫一扫
微信扫一扫
 甘公网安备 62112402000047号
甘公网安备 62112402000047号